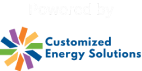

Manufacturing of lithium-ion cells and batteries began in the 1990s with applications in portable electronic equipment from cameras to camcorders. This battery chemistry was then introduced into the laptop market and the applications using these grew significantly, increasing the demand. Today, batt... Read more

What actually is a Giga factory? It is a large-scale manufacturing facility to primarily make battery cells for use in electric vehicles. The term 'Giga' itself is indicative of a massive scale or number; in Greek, it means 'giant' and in English refers to a unit of one billion. In general usage ter... Read more
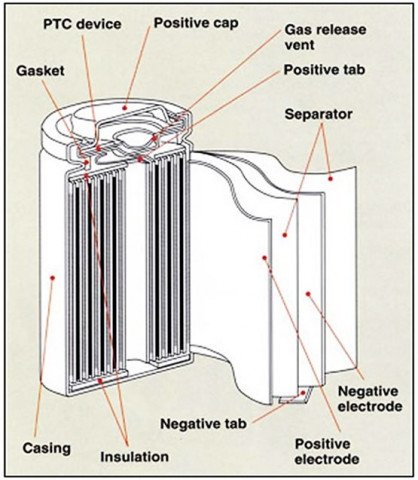
Initial conceptualization and work on high temperature batteries was initiated as early as in the 1950s at various national labs in US and was taken up by the Ford Motor company for commercialization in 1967. Read more
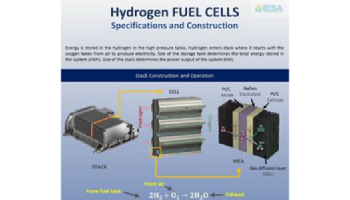
A lot of the initial fuel cell development work was conducted in the 1970s at NASA. Fuel cells were used in the Apollo mission as on Read more

India’s battery demand is projected to rise from 3 billion $ in 2017 to 7.5 billion $ by 2022 (Source: CES Analysis). Lithium-ion battery technology is projected to be the leading technology for electric Read more
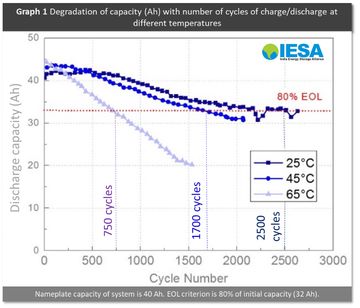
One of the main factors concerning batteries is their inherent performance variability depending on the use case. Read more
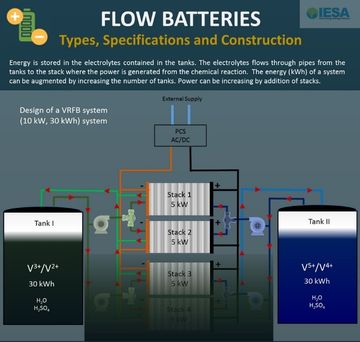
Flow battery systems have been under development since the 1970s and have evolved tremendously since then. Many variations of this technology are commercially available and many more are in the research stage. Read more
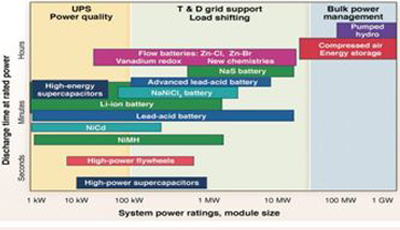
Emerging EES systems (beyond traditional, but geographically limited, pumped hydroelectric storage) Read more

Energy Storage Technologies can have wide applications across the grid, from Generation, Transmission and Distribution Read more